Настройка конвейерной линии
Мы работаем с продукцией следующих производителей
Конвейерные линии – основа современных производственных процессов. Их стабильная работа зависит от точной настройки и регулярного обслуживания, включающего регулировку скорости, калибровку датчиков, программирование систем управления и другие важные этапы. Неправильная настройка может привести к простоям, браку продукции и повышенному износу оборудования.
Основные этапы настройки конвейерной линии
Настройка конвейерной линии – комплексный процесс, который включает несколько важных этапов.
Регулировка скорости конвейера
Скорость движения ленты – один из ключевых параметров, влияющих на производительность и качество обработки продукции.
Процесс настройки включает:
- Анализ технологических требований производства:
- Определение оптимальной скорости для конкретного типа продукции
- Учет особенностей технологического процесса
- Согласование параметров с технологами производства
- Выбор режима работы:
- Постоянная скорость для стабильных процессов
- Переменная скорость для линий с разной нагрузкой
- Плавный разгон и торможение для хрупких изделий
- Настройка приводных механизмов:
- Регулировка натяжения ремней или цепей
- Проверка состояния подшипников и валов
- Контроль температуры двигателей
Для точной регулировки используются частотные преобразователи, которые позволяют:
- Плавно изменять скорость без рывков
- Экономить электроэнергию
- Увеличивать срок службы механизмов
Настройка датчиков и систем контроля
Датчики играют ключевую роль в автоматизации конвейера, обеспечивая контроль за процессом перемещения грузов.
Основные типы датчиков и их настройка:
- Индуктивные датчики (для металлических объектов):
- Регулировка чувствительности
- Проверка расстояния срабатывания
- Настройка задержки сигнала
- Оптические датчики (контроль наличия продукции):
- Калибровка светового луча
- Настройка порогов срабатывания
- Защита от ложных срабатываний
- Весовые датчики (точное дозирование):
- Тарировка весовой системы
- Калибровка нулевой точки
- Проверка стабильности показаний
Дополнительные системы контроля:
- Датчики перекоса ленты
- Контроль натяжения конвейера
- Системы аварийной остановки
Калибровка весовых и измерительных систем
Для конвейеров с весовым оборудованием требуется особо точная настройка.
Этапы калибровки:
- Подготовка:
- Очистка весовой платформы
- Проверка механических соединений
- Прогрев тензодатчиков
- Основная калибровка:
- Установка нулевого значения
- Калибровка по эталонным грузам
- Проверка линейности показаний
- Интеграция с системой учета:
- Настройка интерфейсов связи
- Проверка передачи данных
- Тестирование работы в реальных условиях
Настройка системы позиционирования
Для точного перемещения грузов требуется комплексная настройка системы позиционирования.
Компоненты системы и их регулировка:
- Энкодеры:
- Проверка разрешения
- Настройка интерфейса связи
- Калибровка нулевой точки
- Сервоприводы:
- Настройка PID-регуляторов
- Оптимизация динамических характеристик
- Тестирование работы в разных режимах
- Конечные выключатели:
- Проверка точности срабатывания
- Настройка механических ограничителей
- Тестирование аварийных остановок
Автоматизация и управление конвейерной линией
Современные конвейеры требуют комплексного подхода к автоматизации управления.
Программирование ПЛК (программируемых логических контроллеров)
ПЛК – центральный элемент системы управления конвейером.
Процесс программирования включает:
- Разработку алгоритмов:
- Создание функциональных блоков
- Написание логики работы
- Оптимизация циклов управления
- Настройку ввода/вывода:
- Конфигурация дискретных входов
- Настройка аналоговых сигналов
- Тестирование связи с датчиками
- Реализацию защитных функций:
- Программирование аварийных остановок
- Настройка системы диагностики
- Реализация алгоритмов самодиагностики
Настройка интерфейсов оператора (HMI)
Панели оператора должны быть удобными и информативными.
Этапы настройки:
- Разработка интерфейса:
- Создание мнемосхемы технологического процесса
- Группировка элементов управления
- Настройка цветовых индикаторов
- Реализация функций управления:
- Настройка кнопок запуска/остановки
- Программирование режимов работы
- Создание экранов аварийных сообщений
- Интеграция с системой визуализации:
- Настройка отображения параметров
- Реализация трендов и графиков
- Создание системы отчетности
Настройка частотных преобразователей для двигателей
Правильная настройка преобразователей значительно повышает эффективность работы.
Ключевые параметры настройки:
- Основные параметры:
- Номинальная частота
- Время разгона/торможения
- Защитные функции
- Оптимизация работы:
- Настройка PID-регулятора
- Выбор закона управления
- Адаптация к нагрузке
- Диагностика и защита:
- Настройка тепловой защиты
- Конфигурация аварийных сигналов
- Мониторинг состояния
Обслуживание конвейерной линии
Регулярное профессиональное обслуживание – залог долгой и бесперебойной работы оборудования.
Плановое техническое обслуживание
Основные процедуры:
- Ежедневный осмотр:
- Проверка натяжения ленты
- Контроль состояния роликов
- Осмотр соединений и крепежа
- Еженедельное обслуживание:
- Смазка подшипников
- Проверка датчиков
- Контроль электрических соединений
- Ежемесячное обслуживание:
- Полная диагностика системы
- Проверка износа компонентов
- Тестирование защитных функций
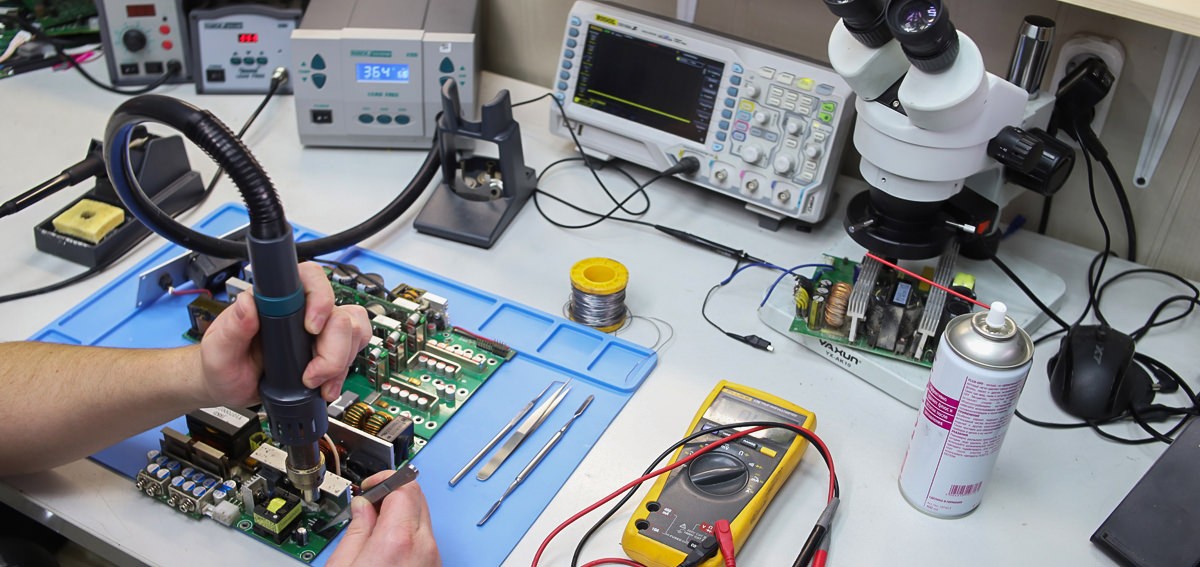
Диагностика и ремонт
Основные направления работ:
- Диагностика неисправностей:
- Анализ аварийных сигналов
- Проверка параметров работы
- Локализация проблемных участков
- Ремонтные работы:
- Замена изношенных деталей
- Восстановление механических узлов
- Ремонт электрических компонентов
- Послеремонтные проверки:
- Тестирование в различных режимах
- Контроль параметров работы
- Корректировка настроек
Модернизация и улучшение
Возможные направления развития:
- Улучшение производительности:
- Оптимизация скорости работы
- Модернизация приводов
- Улучшение системы управления
- Повышение надежности:
- Установка дополнительных датчиков
- Улучшение системы защиты
- Модернизация критических узлов
- Расширение функциональности:
- Добавление новых операций
- Интеграция с другими системами
- Внедрение новых технологий
Индивидуальные условия сотрудничества с X Prom Support
Компания X Prom Support предлагает комплексные услуги по настройке и обслуживанию конвейерных линий. Наши специалисты готовы разработать индивидуальное решение для вашего производства.
Мы предоставляем:
- Полный цикл работ – от диагностики до настройки
- Использование профессионального оборудования
- Гарантию качества выполненных работ
Наши преимущества:
- Штат квалифицированных специалистов
- Современное диагностическое оборудование
- Гибкий график работ
Оставьте заявку, и мы подберем оптимальное решение для вашего производства!